
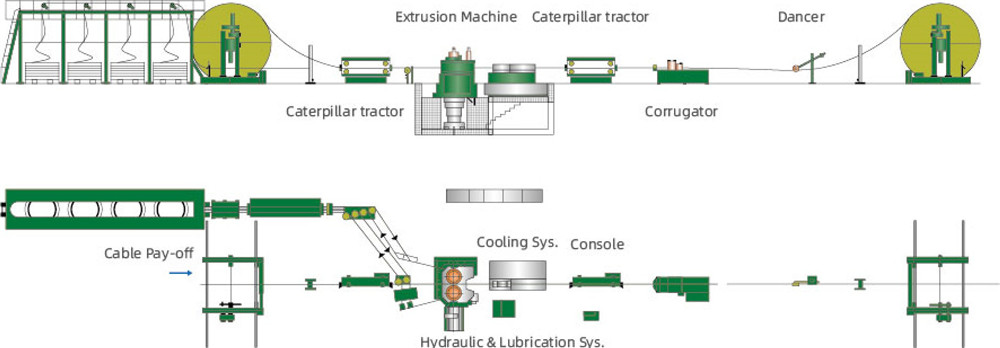
連続被覆機械




原理
連続クラッディング/シースの原理は、連続押出成形の原理と似ています。接線方向のツーリング配置を使用して、押出ホイールは 2 本のロッドを被覆/外装チャンバーに押し込みます。高温高圧下で、材料は冶金学的結合の条件に達し、チャンバーに入る金属線コア (クラッド) を直接被覆する金属保護層を形成するか、マンドレルとキャビティ ダイの間の空間を通して押し出されて成形されます。芯線(被覆)に接触せずに金属シースを被覆します。ダブルホイールクラッド/シースでは、2 つの押出ホイールを使用して、大径ワイヤコアのクラッド/シースに 4 本のロッドを提供します。
| モデル | SLB350 | SLB400 | SSLB500(ダブルホイール) |
| クラッディング | |||
| 主電動機出力(kw) | 200 | 400 | - |
| 送り棒径(mm) | 2*9.5 | 2*12 | - |
| 芯線径(mm) | 3-7 | 3-7 | - |
| ライン速度(m/min) | 180 | 180 | - |
| 外装 | |||
| 主電動機出力(kw) | 160 | 250 | 600 |
| 送り棒径(mm) | 2*9.5 | 2*9.5/2*12 | 4*15 |
| 芯線径(mm) | 4-28 | 8-46 | 50-160 |
| シース厚さ(mm) | 0.6~3 | 0.6~3 | 2-4 |
| シース外径(mm) | 6-30 | 20-50 | 60-180 |
| ライン速度(m/min) | 60 | 60 | 12 |

ここにメッセージを書いて送信してください
